Información Básica.
No. de Modelo.
KXD-SSW1626
moq
200 m2
estructura principal
sección h estructura de acero soldado
techo y material de pared
chapa de acero de color/panel sándwich
ventana
aleación de aluminio
puerta
deslizándose o enrollando
conectar
perno
grado
q235b
puerto de entrega
puerto de qingdao
Paquete de Transporte
Seaworthy Package for Steel Structure Workshop
Especificación
ISO, SGS, BV
Marca Comercial
KXD
Origen
Qingdao, China
Código del HS
9406900090
Capacidad de Producción
2000ton/Month
Descripción de Producto
Contenedor Modular Home Camping
:



Taller de acero estructural modular
El costo de materiales
La construcción y costos de material para las estructuras tradicionales son mucho más caro que un acero prefabricadas o de metal de los edificios, y como consecuencia de ello, nuestros productos son más rentables.
Un montaje rápido
Estructuras de acero prefabricadas llegan en el sitio en construcción listo para montar las secciones. Todo lo que tienes que hacer es echar un vistazo y el tornillo juntos. Como la mayoría de los kits de llegar con todos los componentes incluidos, que son fáciles de montar y proporcionar ahorro masivo en el trabajo y los costes de material.
Diseño de precisión
Edificio de acero de metal y las plantillas son diseñados, generado, y fabricado utilizando la tecnología informática. Las mediciones, accesorios y todos los componentes están diseñados y creados con láser de precisión. Con este tipo de diseño precisos, los contratistas pueden hacer estimaciones de los proyectos más exactos y prácticamente elimina el coste adicional de exceso de materiales y otros gastos inesperados en el proceso de construcción.
Gran eficiencia energética
Edificios de acero son muy eficientes en el diseño. El uso de la parte superior de la línea aislamiento y materiales de construcción, con frecuencia son la mayoría de los edificios energéticamente eficientes en el mercado. Edificios de acero no se ven afectados por la intensa luz solar o clima extremadamente frío como el acero no se deforme en condiciones extremas de clima, la forma de mortero de madera y los edificios tienen una tendencia a hacer, que conduce a la eficiencia energética a largo plazo.


Más seguridad.
Diseñado para ser fuerte y de estructura sólida, pre-ingeniería de edificios de acero puede soportar condiciones meteorológicas adversas y reducir el riesgo de daño por fuego. Esto le permite cosechar los beneficios a largo plazo como el edificio no sucumbir a los patrones climáticos naturales y proporcionar más de la longevidad de su inversión. Aumento de la seguridad también puede conducir a un mayor ahorro como muchas compañías de seguros ofrecen descuentos de alrededor de 40% a los propietarios.
Mayor flexibilidad, diseño y portabilidad.
Prefabricados edificios de acero son expandibles y los fabricantes también son muy flexibles y complaciente con el ingeniero de diseño y planes personalizados para su proyecto, que le ofrece más libertad en el diseño y maquetación de su edificio. Además, puede simplemente agregar otra sección del edificio de acero si necesita más espacio o desmontar el y moverlo con usted si usted necesita estar en otra ubicación.

KXD H " del equipo y el proceso de fabricación
Corte de chapa de acero de sección H → general →-H de la sección de soldadura automática fortalecimiento → General → la soldadura manual→Granallado-pintura →
El almacenamiento
I.de corte de chapa de acero
La sección H de la placa de acero debería revisarse de nuevo por la fábrica y se aplicarán en el estado de hasta el diseño y los requisitos especificados después de comprobar. Corte de chapa de acero deben estar dirigidas a garantizar la calidad y ahorro de material. Para cada proceso, como el corte de placa,H tipo general, el conjunto de componentes y pre-asamblea debe llevarse a cabo por la profesión de trabajador de la configuración, precisamente, en el procesamiento de la superficie y el general muestra placas.Para garantizar la exactitud de los componentes de dimensiones geométricas',la tolerancia de la forma y posición, ángulo y superficie de contacto, la inspección es necesario por el inspector después del ajuste.Con el fin de garantizar la calidad de corte, la superficie de la ultra-placa gruesa es sometida a la superficie de prueba de dureza carburizing antes de cortar.El equipo de corte CNC es preferido para el corte de alta pureza.El 98,0% acrílico gas y el 99,99% de gas de oxígeno líquido se utilizan para garantizar la fluidez y la atonía de la superficie de corte sin las muescas y escorias.La ranura es cortada por una máquina de corte importados.
Nombre de equipo portátil: CNC máquina de corte fuego
Nº de modelo: CNCDG-1530
Las características de aplicación: corte de chapa de acero(5-100 mm de espesor de corte de placa), el biselado del borde.ventajosa en el equipo pequeño y fácil de mover. Principalmente para cortar pequeños componentes regulares e irregulares y biselado de la placa.
Nombre de equipo:directamente de la máquina de corte con soplete
Nº de modelo:DZCG-4000A
Las características de aplicación:cortar la placa de acero(5-100 mm de espesor de corte de placa),y placa de brida, corte de placa de la web, a partir del ancho de corte: 3200mm
Nombre de equipo:máquina cortadora CNC
Nº de modelo:CNC-4000C
Las características de aplicación:cortar la placa de acero(5-100 mm de espesor de corte de placa),y placa de brida, la placa de la web y componente irregular,de corte ancho de corte eficaz: 3200mm
Nombre de equipo: máquina de perforación radial
Nº de modelo:Z3050*16/1
Las características de aplicación:Diámetro de perforación máxima φ50mm,principalmente para el procesamiento de los agujeros de conexión atornillado de componentes
Nombre de equipo:máquina perforadora
Nº de modelo:JH21-400
Las características de aplicación:la máxima presión de la estampación-400 ton,principalmente para punzonado de chapa, blanqueando, doblar y estirar superficial
Nombre de equipo:distorsionar la máquina
Nº de modelo:Q11y25*2500
Las características de aplicación:ancho de corte de 2500mm y espesor de corte 3-25mm
El conjunto de acero de sección II.H
El proceso de montaje está configurada en el importado de la línea de producción de la sección H.4 El sistema de posicionamiento hidráulico presione firmemente contra entre la parte superior/inferior de la brida y placas de web en la posición. El ajustar el paralelismo de las placas de brida y brida de la perpendicularidad entre placas y de la web y conseguir fijas una vez. La fijación de la soldadura debe adoptar C02 blindado de gas de la soldadura.
Nombre de equipo: conjunto de la máquina de acero de sección H
Nº de modelo:Z20B.
Las características de aplicación:principalmente para el conjunto de tipo H brida u, 150-800mm de anchura, altura de la web 160-2000 mm
III.soldadura automática
El H de acero de sección de miembros será izada en el estativo de arco sumergido de tipo máquina de soldadura automática para la soldadura.El proceso de soldadura debe efectuarse de conformidad con determinados parámetros de regulación y la secuencia de soldaduras.el precalentamiento, que utiliza los calentadores eléctricos, es necesario para el ultra-placas gruesas de componentes.La temperatura se determinará sobre la base de la especificada.Por favor vea el proceso de soldadura de la fábrica de documentos para detalles.
Nombre de equipo: tipo Gantry-automática máquina de soldadura por arco sumergido
Nº de modelo:LHA5ZB
Las características de aplicación:principalmente para el armado de la soldadura de acero de sección H cuya sección transversal máxima de hasta 800mm×2000mm
IV.H Sección steel el fortalecimiento de la máquina
Proceso de fortalecimiento de acero de sección H: Corrección de la planeidad mediante h brida brida de acero de sección de fortalecimiento de la placa de máquina.Llama corregir la perpendicularidad entre la sección h brida y de la placa de la web bajo circunstancias especiales y corrija la flexión lateral de la sección H de acero. La llama temperatura debe ser controlada por debajo del rango de 600~800ºC.
Nombre de equipo:H Sección steel el fortalecimiento de la máquina
Nº de modelo:YTJ60B
Las características de aplicación:principalmente para corregir la deformación de la viga o h brida de acero de sección placa durante el proceso de soldadura,ancho de la brida de 200-1000mm de espesor de brida≤60mm de altura, de la web≥350mm
Nombre de equipo:h brida de la sección de fortalecimiento de la máquina
Nº de modelo: HYJ-800
Las características de aplicación:principalmente para corregir la deformación de la viga o h brida de acero de sección placa durante el proceso de soldadura,ancho de la brida de 160-800mm de espesor de la brida,≤40mm,≥160mm de altura de la web
V.asamblea simulada del componente
1.familiarizarse con el dibujo de fabricación de componentes y requisitos técnicos.
2.Los componentes del modelo de la necesidad de volver a comprobar por los departamento después de hacer y la finalización de los componentes del modelo y luego de montar.
3.precisa mark-up
4.Inspeccionar el componente después de la primera asamblea.para varios componentes del grupo, previo a la Asamblea para el primer grupo y luego el conjunto de lotes calificado después de la prueba.
VI.la soldadura manual
VII.granallado
Nombre de equipo:10-ramming jefes granallado máquina
Nº de modelo:QH1525
Las características de aplicación:principalmente para el granallado de aceros de sección, incluyendo la sección H, los miembros de la soldada de acero y la placa de acero,10 ramming la cabeza; el tamaño de la entrada de la máquina:1500Í2500 y miembro, en 1200 Í2000 tamaño podría pasar la máquina a la vez; hasta Sa2.5 grado.
VIII.pintura
La superficie de los miembros deberían estar en la plana, incluso, brillante y pleno de la pintura sin manifestar de grietas, peeling y la patilla holing.El color y el espesor del recubrimiento también deben cumplir los requisitos de diseño.Si no hay ciertos requisitos, las siguientes normas debería ser seguido:grosor es de 150μm indoor mientras 125μm piscina.desviación permitida es de -25μm.desviación permitida de espesor de película de pintura seca para cada momento de la pintura
Dos capas de imprimación:el grosor de 40±5 micras; dos capas de pintura de acabado: el grosor de 60±5 μm.
Nombre:Equipo pulverizador Airless
Nº de modelo:CPQ9CA
Las características de aplicación: Deriva capacidad:56 L/min, el consumo de aire:50~1200 L/min principalmente para pintar la superficie de los miembros de la estructural, la ración de presión: 32:1
 3)Butt-soldadura en obra:requerimos que todos los surcos debe ser biselado en la parte superior de vigas y columnas a la hora de perno de conexión para placas de la web (ver ilustración 3). Para el escenario de la soldadura en la web de placas, por favor refiérase a la ilustración 4.
3)Butt-soldadura en obra:requerimos que todos los surcos debe ser biselado en la parte superior de vigas y columnas a la hora de perno de conexión para placas de la web (ver ilustración 3). Para el escenario de la soldadura en la web de placas, por favor refiérase a la ilustración 4.

 Cuadro 3.3.2 columna(la ranura de la misma).Ver Ilustración 5
Cuadro 3.3.2 columna(la ranura de la misma).Ver Ilustración 5
 4. Formulario de la ranura de soldadura
4. Formulario de la ranura de soldadura
4.1. La marca en la forma y tamaño de la soldadura de la ranura conjunta:
 Ejemplo: soldadura por arco metálico protegido, el conjunto completo de la penetración, ensamblado, me forma groove, respaldo y la cara de soldadura soldar estaría marcada MC-BI-BS1
Ejemplo: soldadura por arco metálico protegido, el conjunto completo de la penetración, ensamblado, me forma groove, respaldo y la cara de soldadura soldar estaría marcada MC-BI-BS1
4.2. Para la marca de penetración y método de soldadura tipo, consulte la siguiente tabla 1.
El gráfico 1 la marca en la penetración y método de soldadura tipo
4.3. Para la marca de la soldadura del lado individuales, dobles y el apoyo de tipo material, por favor, consulte el siguiente gráfico 2
El gráfico 2 Single/Double Side de la soldadura y material de soporte tipo Mark
4.4. La marca en cada parte, el tamaño de la ranura, véase el gráfico 3.
Tamaño del gráfico 3 la marca en la ranura
:



Taller de acero estructural modular
El costo de materiales
La construcción y costos de material para las estructuras tradicionales son mucho más caro que un acero prefabricadas o de metal de los edificios, y como consecuencia de ello, nuestros productos son más rentables.
Un montaje rápido
Estructuras de acero prefabricadas llegan en el sitio en construcción listo para montar las secciones. Todo lo que tienes que hacer es echar un vistazo y el tornillo juntos. Como la mayoría de los kits de llegar con todos los componentes incluidos, que son fáciles de montar y proporcionar ahorro masivo en el trabajo y los costes de material.
Diseño de precisión
Edificio de acero de metal y las plantillas son diseñados, generado, y fabricado utilizando la tecnología informática. Las mediciones, accesorios y todos los componentes están diseñados y creados con láser de precisión. Con este tipo de diseño precisos, los contratistas pueden hacer estimaciones de los proyectos más exactos y prácticamente elimina el coste adicional de exceso de materiales y otros gastos inesperados en el proceso de construcción.
Gran eficiencia energética
Edificios de acero son muy eficientes en el diseño. El uso de la parte superior de la línea aislamiento y materiales de construcción, con frecuencia son la mayoría de los edificios energéticamente eficientes en el mercado. Edificios de acero no se ven afectados por la intensa luz solar o clima extremadamente frío como el acero no se deforme en condiciones extremas de clima, la forma de mortero de madera y los edificios tienen una tendencia a hacer, que conduce a la eficiencia energética a largo plazo.


Más seguridad.
Diseñado para ser fuerte y de estructura sólida, pre-ingeniería de edificios de acero puede soportar condiciones meteorológicas adversas y reducir el riesgo de daño por fuego. Esto le permite cosechar los beneficios a largo plazo como el edificio no sucumbir a los patrones climáticos naturales y proporcionar más de la longevidad de su inversión. Aumento de la seguridad también puede conducir a un mayor ahorro como muchas compañías de seguros ofrecen descuentos de alrededor de 40% a los propietarios.
Mayor flexibilidad, diseño y portabilidad.
Prefabricados edificios de acero son expandibles y los fabricantes también son muy flexibles y complaciente con el ingeniero de diseño y planes personalizados para su proyecto, que le ofrece más libertad en el diseño y maquetación de su edificio. Además, puede simplemente agregar otra sección del edificio de acero si necesita más espacio o desmontar el y moverlo con usted si usted necesita estar en otra ubicación.

| Nombre | La especificación |
| Longitud | Solo cuesta el doble de pendiente, muti pendiente |
| El ancho | Solo span, doble-Span, Multi-span |
| Altura | Solo piso, el doble de plantas |
| La columna | Q235, P345 de la soldadura de acero de sección H |
| Beam | Q235, P345 de la soldadura de acero de sección H |
| Purlin | Q235 C Canal o canal Z |
| Rodillera | Q235 perfiles de acero |
| El apoyo transversal y vertical | Q235 perfiles de acero, tubo de acero o de barra redonda |
| Ate ba r | Q235 tubo de acero |
| Rodillera | Barra redonda de Q235. |
| El manguito | Q235 tubo de acero |
| Sistema de revestimiento | Los paneles sándwich (EPS, PU, fibra de lana de vidrio, etc.) o puede utilizar la hoja de acero corrugado Con aislamiento de lana de fibra de vidrio y cable de acero de gasa. |
| Pared tition pa r | Los paneles sándwich PU (EPS, lana de fibra de vidrio, etc.). |
| Segundo piso | Piso |
| Segundo piso oficina | Piso de la junta de fibra de cemento o placa de acero de cuadros |
| Escalera: | Q235 estructura de acero con chapa de acero de cuadros |
| Ventilación: | Ventilador |
| Puerta | Puerta corrediza de paneles sándwich o la puerta de rodillos |
| Windows | El PVC o aluminio |
| El agua | Plan de siempre, el diseño y servicio técnico. |
| La electricidad | Plan de siempre, el diseño y servicio técnico. |
| Canalones | Acero inoxidable o color de la hoja de acero |
| Rainspout: | El PVC |
| Carga de vivir en el techo | En 120kg/m² (Color del panel de chapa rodeado) |
| Grado de resistencia al viento | 12 |
| Sismo-resistencia | 8 grado |
KXD H " del equipo y el proceso de fabricación
Corte de chapa de acero de sección H → general →-H de la sección de soldadura automática fortalecimiento → General → la soldadura manual→Granallado-pintura →
El almacenamiento
I.de corte de chapa de acero
La sección H de la placa de acero debería revisarse de nuevo por la fábrica y se aplicarán en el estado de hasta el diseño y los requisitos especificados después de comprobar. Corte de chapa de acero deben estar dirigidas a garantizar la calidad y ahorro de material. Para cada proceso, como el corte de placa,H tipo general, el conjunto de componentes y pre-asamblea debe llevarse a cabo por la profesión de trabajador de la configuración, precisamente, en el procesamiento de la superficie y el general muestra placas.Para garantizar la exactitud de los componentes de dimensiones geométricas',la tolerancia de la forma y posición, ángulo y superficie de contacto, la inspección es necesario por el inspector después del ajuste.Con el fin de garantizar la calidad de corte, la superficie de la ultra-placa gruesa es sometida a la superficie de prueba de dureza carburizing antes de cortar.El equipo de corte CNC es preferido para el corte de alta pureza.El 98,0% acrílico gas y el 99,99% de gas de oxígeno líquido se utilizan para garantizar la fluidez y la atonía de la superficie de corte sin las muescas y escorias.La ranura es cortada por una máquina de corte importados.
Nombre de equipo portátil: CNC máquina de corte fuego
Nº de modelo: CNCDG-1530
Las características de aplicación: corte de chapa de acero(5-100 mm de espesor de corte de placa), el biselado del borde.ventajosa en el equipo pequeño y fácil de mover. Principalmente para cortar pequeños componentes regulares e irregulares y biselado de la placa.
Nombre de equipo:directamente de la máquina de corte con soplete
Nº de modelo:DZCG-4000A
Las características de aplicación:cortar la placa de acero(5-100 mm de espesor de corte de placa),y placa de brida, corte de placa de la web, a partir del ancho de corte: 3200mm
Nombre de equipo:máquina cortadora CNC
Nº de modelo:CNC-4000C
Las características de aplicación:cortar la placa de acero(5-100 mm de espesor de corte de placa),y placa de brida, la placa de la web y componente irregular,de corte ancho de corte eficaz: 3200mm
Nombre de equipo: máquina de perforación radial
Nº de modelo:Z3050*16/1
Las características de aplicación:Diámetro de perforación máxima φ50mm,principalmente para el procesamiento de los agujeros de conexión atornillado de componentes
Nombre de equipo:máquina perforadora
Nº de modelo:JH21-400
Las características de aplicación:la máxima presión de la estampación-400 ton,principalmente para punzonado de chapa, blanqueando, doblar y estirar superficial
Nombre de equipo:distorsionar la máquina
Nº de modelo:Q11y25*2500
Las características de aplicación:ancho de corte de 2500mm y espesor de corte 3-25mm
El conjunto de acero de sección II.H
El proceso de montaje está configurada en el importado de la línea de producción de la sección H.4 El sistema de posicionamiento hidráulico presione firmemente contra entre la parte superior/inferior de la brida y placas de web en la posición. El ajustar el paralelismo de las placas de brida y brida de la perpendicularidad entre placas y de la web y conseguir fijas una vez. La fijación de la soldadura debe adoptar C02 blindado de gas de la soldadura.
Nombre de equipo: conjunto de la máquina de acero de sección H
Nº de modelo:Z20B.
Las características de aplicación:principalmente para el conjunto de tipo H brida u, 150-800mm de anchura, altura de la web 160-2000 mm
III.soldadura automática
El H de acero de sección de miembros será izada en el estativo de arco sumergido de tipo máquina de soldadura automática para la soldadura.El proceso de soldadura debe efectuarse de conformidad con determinados parámetros de regulación y la secuencia de soldaduras.el precalentamiento, que utiliza los calentadores eléctricos, es necesario para el ultra-placas gruesas de componentes.La temperatura se determinará sobre la base de la especificada.Por favor vea el proceso de soldadura de la fábrica de documentos para detalles.
Nombre de equipo: tipo Gantry-automática máquina de soldadura por arco sumergido
Nº de modelo:LHA5ZB
Las características de aplicación:principalmente para el armado de la soldadura de acero de sección H cuya sección transversal máxima de hasta 800mm×2000mm
IV.H Sección steel el fortalecimiento de la máquina
Proceso de fortalecimiento de acero de sección H: Corrección de la planeidad mediante h brida brida de acero de sección de fortalecimiento de la placa de máquina.Llama corregir la perpendicularidad entre la sección h brida y de la placa de la web bajo circunstancias especiales y corrija la flexión lateral de la sección H de acero. La llama temperatura debe ser controlada por debajo del rango de 600~800ºC.
Nombre de equipo:H Sección steel el fortalecimiento de la máquina
Nº de modelo:YTJ60B
Las características de aplicación:principalmente para corregir la deformación de la viga o h brida de acero de sección placa durante el proceso de soldadura,ancho de la brida de 200-1000mm de espesor de brida≤60mm de altura, de la web≥350mm
Nombre de equipo:h brida de la sección de fortalecimiento de la máquina
Nº de modelo: HYJ-800
Las características de aplicación:principalmente para corregir la deformación de la viga o h brida de acero de sección placa durante el proceso de soldadura,ancho de la brida de 160-800mm de espesor de la brida,≤40mm,≥160mm de altura de la web
V.asamblea simulada del componente
1.familiarizarse con el dibujo de fabricación de componentes y requisitos técnicos.
2.Los componentes del modelo de la necesidad de volver a comprobar por los departamento después de hacer y la finalización de los componentes del modelo y luego de montar.
3.precisa mark-up
4.Inspeccionar el componente después de la primera asamblea.para varios componentes del grupo, previo a la Asamblea para el primer grupo y luego el conjunto de lotes calificado después de la prueba.
VI.la soldadura manual
VII.granallado
Nombre de equipo:10-ramming jefes granallado máquina
Nº de modelo:QH1525
Las características de aplicación:principalmente para el granallado de aceros de sección, incluyendo la sección H, los miembros de la soldada de acero y la placa de acero,10 ramming la cabeza; el tamaño de la entrada de la máquina:1500Í2500 y miembro, en 1200 Í2000 tamaño podría pasar la máquina a la vez; hasta Sa2.5 grado.
VIII.pintura
La superficie de los miembros deberían estar en la plana, incluso, brillante y pleno de la pintura sin manifestar de grietas, peeling y la patilla holing.El color y el espesor del recubrimiento también deben cumplir los requisitos de diseño.Si no hay ciertos requisitos, las siguientes normas debería ser seguido:grosor es de 150μm indoor mientras 125μm piscina.desviación permitida es de -25μm.desviación permitida de espesor de película de pintura seca para cada momento de la pintura
Dos capas de imprimación:el grosor de 40±5 micras; dos capas de pintura de acabado: el grosor de 60±5 μm.
Nombre:Equipo pulverizador Airless
Nº de modelo:CPQ9CA
Las características de aplicación: Deriva capacidad:56 L/min, el consumo de aire:50~1200 L/min principalmente para pintar la superficie de los miembros de la estructural, la ración de presión: 32:1
Proceso, la fabricación y control de calidad estándar en la ranura de soldadura/biselado de la estructura de acero
1. El propósito
Para garantizar la calidad de soldadura, reunidos los requisitos técnicos de los miembros de la soldada y mejorar la normalización de nuestra fabricación, especialmente podemos formular el presente Reglamento.
2. Ámbito de aplicación
Este manual se aplican para diseñar, fabricar e inspección de la junta de ranura en términos de soldadura por arco manual, el CO2 de la soldadura de arco, la mezcla de gases de soldadura de arco, soldadura por arco sumergido y electroslag soldadura.
3. Diseño de la ranura de soldadura
3.1 Los puntos clave en el diseño de la ranura de soldadura:
Con el fin de obtener calidad groove, que es necesario elegir una forma adecuada, de la ranura. La opción de la ranura depende principalmente del espesor del metal, el método de soldadura y la artesanía requisitos.Los siguientes son los factores debemos considerar:
3.2 Groove dirección:
Tendremos en cuenta los siguientes factores para la ranura dirección:
A)en favor del proceso de soldadura y la eliminación de escorias y dejar suficiente espacio para el proceso de soldadura en la cara de fusión
B)minimizar los tiempos de flip-flop durante la soldadura
C)forma de colocar en la soldadura real
3.3. Reglamento sobre el sentido de la ranura de los miembros:
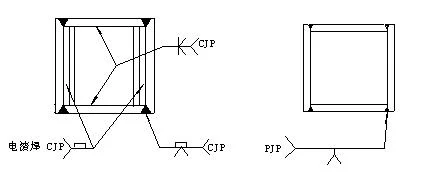
3.3.1 ensamblado en la sección H viga o columna (CJP completa penetración conjunta y un solo lado la fusión es necesaria)
1) Cuando no hay ningún respaldo de la soldadura, la orientación de la ranura en la brida placas deben ser iguales y cae en la dirección en favor de la soldadura en la web plats(mismas reglas se aplican para el PJP situación). Por favor refiérase a la ilustración 1

2)Cuando hay el respaldo de la soldadura, necesitamos la dirección de la ranura hacia fuera para las placas de brida(dirección opuesta para web placas) y cae en la dirección en favor de la soldadura en la web las placas. Por favor refiérase a la ilustración 2 1. El propósito
Para garantizar la calidad de soldadura, reunidos los requisitos técnicos de los miembros de la soldada y mejorar la normalización de nuestra fabricación, especialmente podemos formular el presente Reglamento.
2. Ámbito de aplicación
Este manual se aplican para diseñar, fabricar e inspección de la junta de ranura en términos de soldadura por arco manual, el CO2 de la soldadura de arco, la mezcla de gases de soldadura de arco, soldadura por arco sumergido y electroslag soldadura.
3. Diseño de la ranura de soldadura
3.1 Los puntos clave en el diseño de la ranura de soldadura:
Con el fin de obtener calidad groove, que es necesario elegir una forma adecuada, de la ranura. La opción de la ranura depende principalmente del espesor del metal, el método de soldadura y la artesanía requisitos.Los siguientes son los factores debemos considerar:
- Minimizar la cantidad de metal de relleno
- Fácil para biselado
- La comodidad de operación de soldadura y escoria extracción
- Después de soldar el estrés y la deformación debería ser tan pequeño como sea posible
3.2 Groove dirección:
Tendremos en cuenta los siguientes factores para la ranura dirección:
A)en favor del proceso de soldadura y la eliminación de escorias y dejar suficiente espacio para el proceso de soldadura en la cara de fusión
B)minimizar los tiempos de flip-flop durante la soldadura
C)forma de colocar en la soldadura real
3.3. Reglamento sobre el sentido de la ranura de los miembros:
3.3.1 ensamblado en la sección H viga o columna (CJP completa penetración conjunta y un solo lado la fusión es necesaria)
1) Cuando no hay ningún respaldo de la soldadura, la orientación de la ranura en la brida placas deben ser iguales y cae en la dirección en favor de la soldadura en la web plats(mismas reglas se aplican para el PJP situación). Por favor refiérase a la ilustración 1

 3)Butt-soldadura en obra:requerimos que todos los surcos debe ser biselado en la parte superior de vigas y columnas a la hora de perno de conexión para placas de la web (ver ilustración 3). Para el escenario de la soldadura en la web de placas, por favor refiérase a la ilustración 4.
3)Butt-soldadura en obra:requerimos que todos los surcos debe ser biselado en la parte superior de vigas y columnas a la hora de perno de conexión para placas de la web (ver ilustración 3). Para el escenario de la soldadura en la web de placas, por favor refiérase a la ilustración 4. 
 Cuadro 3.3.2 columna(la ranura de la misma).Ver Ilustración 5
Cuadro 3.3.2 columna(la ranura de la misma).Ver Ilustración 5  4. Formulario de la ranura de soldadura
4. Formulario de la ranura de soldadura 4.1. La marca en la forma y tamaño de la soldadura de la ranura conjunta:
 Ejemplo: soldadura por arco metálico protegido, el conjunto completo de la penetración, ensamblado, me forma groove, respaldo y la cara de soldadura soldar estaría marcada MC-BI-BS1
Ejemplo: soldadura por arco metálico protegido, el conjunto completo de la penetración, ensamblado, me forma groove, respaldo y la cara de soldadura soldar estaría marcada MC-BI-BS1 4.2. Para la marca de penetración y método de soldadura tipo, consulte la siguiente tabla 1.
El gráfico 1 la marca en la penetración y método de soldadura tipo
| Mark | Método de soldadura | Tipo de penetración |
| MC | Soldadura por arco metálico protegido | CJP completa penetración conjunta |
| MP | PJP parciales penetración conjunta | |
| GC | Soldadura por arco blindado La auto-soldadura de arco de apantallado | CJP completa penetración conjunta |
| GP | PJP parciales penetración conjunta | |
| SC | Soldadura por arco sumergido | CJP completa penetración conjunta |
| SP | PJP parciales penetración conjunta | |
| SL | Soldadura Electroslag |
El gráfico 2 Single/Double Side de la soldadura y material de soporte tipo Mark
| Tipo de material de soporte | Soldadura del lado simple/doble | ||
| Mark | Material | Mark | Soldadura del lado simple/doble |
| BS | El respaldo de metal | 1 | Un solo lado de la soldadura |
| BF | El respaldo de otros | 2 | Soldadura de doble cara |
Tamaño del gráfico 3 la marca en la ranura
| Mark | El tamaño de cada parte en la ranura |
| T | El grosor de placa de soldadura (mm) |
| B | La raíz de la ranura hueco o gap entre dos miembros(mm) |
| H | Profundidad de ranura (mm) |
| P | Techo de la ranura de la cara(mm) |
| Α | Ángulo de la ranura(º) |